| |
 |
金属表面(鉄系)に約10μmのパウダーを吹き付け変形させることなく金属表面の硬度を大幅に上げることができます。
金属表面に硬度が高く靱性の高い層を作り、金属疲労強度及び耐摩耗性が向上できます。
|
|
硬度測定
|
| |
マイクロビッカース硬度 加重200gf/s
|
|
ハイス綱
|
|
| 未処理:683 |
MPS加工後:955 |
| |
|
|
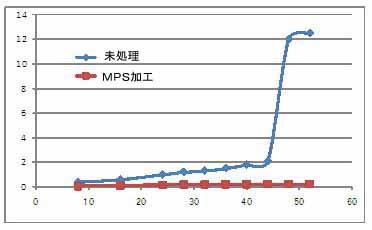
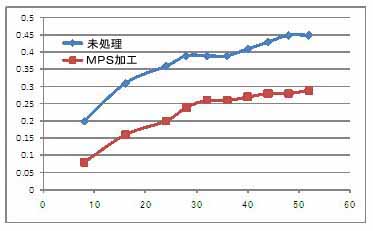
加工変位量測定
|
|
炭素綱
|
上から一定 で押さえて位置を測定 |
 |
| 未処理 |
| 加圧(kgf) |
8 |
16 |
24 |
28 |
32 |
38 |
40 |
44 |
48 |
52 |
| 変位量(mm) |
0.4 |
0.8 |
1 |
1.2 |
1.3 |
1.5 |
1.8 |
2.1 |
12 |
12.5 |
MPS加工後
| 加圧(kgf) |
8 |
16 |
24 |
28 |
32 |
38 |
40 |
44 |
48 |
52 |
| 変位量(mm) |
0.08 |
0.13 |
0.17 |
0.2 |
0.2 |
0.2 |
0.2 |
0.22 |
0.22 |
0.22 |
ハイス綱
未処理
| 加圧(kgf) |
8 |
16 |
24 |
28 |
32 |
38 |
40 |
44 |
48 |
52 |
| 変位量(mm) |
0.2 |
0.31 |
0.38 |
0.39 |
0.39 |
0.39 |
0.41 |
0.43 |
0.45 |
0.45 |
MPS加工後
| 加圧(kgf) |
8 |
16 |
24 |
28 |
32 |
38 |
40 |
44 |
48 |
52 |
| 変位量(mm) |
0.08 |
0.16 |
0.20 |
0.24 |
0.26 |
0.26 |
0.27 |
0.28 |
0.28 |
0.29 |
|
 |
 |
| 炭素鋼 |
ハイス鋼 |
破壊幅測定
|
| バイスで金属を挟み、金属板が破壊した幅 |
 |
| 炭素鋼 |
未処理:29mm MPS加工後:9mm
|
| ハイス鋼 |
| 未処理:57mm MPS加工後:32mm |
|